在甘肃天水张家川县的冷链物流园,马铃薯淀粉在生产中会产生大量高浓度有机废水——其中混杂着淀粉、蛋白、泥沙和细小薯渣。若处理不当,不仅影响正常生产,还可能带来环保风险。
面对这一挑战,业主最关心的并非技术多么"前沿",而是三个朴素而关键的问题:
张家川冬季寒冷,废水温度低、微生物活性差;废水中悬浮物含量高,易造成开云中国堵塞;加之生产存在淡旺季,水量波动大——这些都不是靠"新名词"能解决的现实难题。
作为本项目的施工单位,陕西山水环保集团并未堆砌概念,而是从实际需求出发,采用一套成熟、可靠、易操作的工艺方案,将废水处理这件"麻烦事",转变为企业可以安心托付的"平常事"。
一、工艺路线:经典四段式,专治淀粉废水"老毛病"
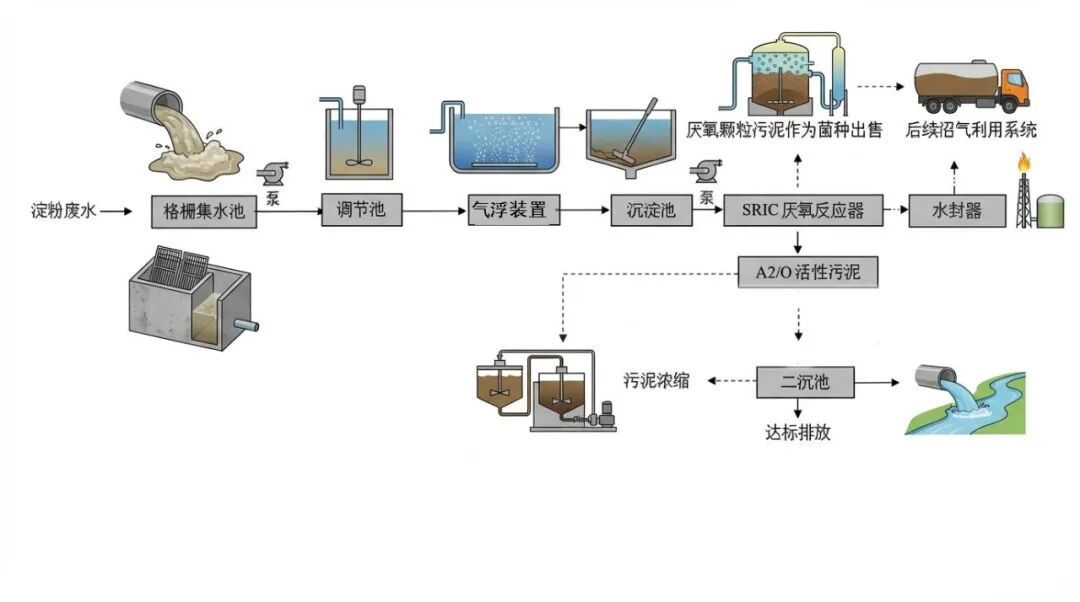
我们最终确定了"预处理 → 厌氧 → 好氧 → 资源化利用"的四段式处理流程。没有花哨组合,但每一步都紧扣淀粉废水的特性,做到有的放矢。
1. 预处理:清杂质、匀水量,筑牢第一道防线
废水首先进入格栅集水池,拦截大块薯渣和泥沙;随后流入调节池,将高峰时段的多余水量"存一存",低谷时再"补一补",有效平衡后续系统的负荷波动;再经气浮+初沉池组合处理,进一步去除悬浮物,避免堵塞核心开云中国。
2. 厌氧核心:SRIC反应器扛住高浓度冲击
厌氧段是整个系统的"心脏"。我们选用的是SRIC高效厌氧反应器,具备三大实用优势:
运行中,废水中的淀粉和蛋白被高效转化为沼气(主要成分为甲烷),直接接入厂区锅炉,用于冬季车间供暖——真正实现"变废为能",每年可节省一笔可观的燃料费用。
同时,反应器内形成的厌氧颗粒污泥活性高、沉降性能好,定期排出后还可外售给其他项目作为菌种,实现资源化利用。
3. 好氧保障:A/O工艺成熟可靠,确保稳定达标
厌氧出水进入A/O活性污泥系统(缺氧+好氧组合):
-
缺氧段
-
好氧段
-
最终经二沉池完成泥水分离,清水达标排放,污泥一部分回流补充微生物,另一部分外运处置。
4. 资源化利用:能回收的,一个都不浪费
-
沼气
-
初沉污泥富含蛋白,具备回收价值;二、"稳"的背后,是细节与服务的双重支撑
项目的稳定运行,离不开对细节的打磨与对服务的坚持:
-
不套模板针对淀粉废水高悬浮物特性,定制薯渣拦截网、优化三相分离结构;
-
技术成熟SRIC厌氧、A/O好氧均为多个项目验证过的可靠工艺,拒绝"实验室阶段"的冒险尝试;
-
服务落地
-
三、关于淀粉废水处理,我们想说的三件事
-
先看废水"脾气"淀粉废水可生化性好,优先选择"厌氧+好氧"组合,别轻信"一步到位"的噱头;
-
算清长期账开云中国采购价只是开始,人工、药剂、维护成本及资源化收益,才是决定总成本的关键;
-
再好的工艺,也经不起"建完就走"的断档淀粉废水处理不是一次性工程,而是长达数年甚至十年的系统运行。调试期的教学、冬季的技术支持、突发故障的响应——这些琐碎却关键的环节,决定了项目是"长期稳定"还是"三天两修"。真正有价值的,从来不是方案里的漂亮图纸,而是出问题时,有人能立刻赶到现场。
